雙金屬焊接內(nèi)外涂塑管
|
通用顏色: |
紅色 |
品牌: |
復(fù) 宗 |
|
單位: |
米或根 |
規(guī)格: |
DN15-600 |
|
涂層表面: |
光滑�,均勻、無(wú)暗泡�����、無(wú)麻 |
常規(guī)壓力: |
0.1Mpa—2.5Mpa |
|
|
點(diǎn)�、無(wú)褶皺、無(wú)裂紋 |
涂層材質(zhì): |
環(huán)氧樹(shù)脂(阻燃) |
|
連接方式: |
絲扣式����、溝槽式、雙金屬連接�、焊接式���、法蘭式 |
|
應(yīng)用領(lǐng)域: |
銀行�����、醫(yī)院�、學(xué)校、辦公樓���、航空�、交通等領(lǐng)域所涉及的消防噴淋系統(tǒng) |
詳細(xì)介紹
產(chǎn)品簡(jiǎn)介
涂塑鋼管屬于新型管道材料�����,在國(guó)內(nèi)的歷史只有十年����,在這十年期間該產(chǎn)品由于其具有獨(dú)特優(yōu)點(diǎn)被廣泛用在各工程領(lǐng)域。涂塑鋼管的連接方式有很多種�����,有絲扣��、卡箍���、法蘭還有焊接�����,前三種是繼承傳統(tǒng)的連接方式���,焊接相比其它管道來(lái)說(shuō)具有牢固性好�����,使用年限長(zhǎng)等優(yōu)勢(shì)�����,但是涂塑復(fù)合管是一種鋼與塑的復(fù)合管材�����,如果采用焊接方式會(huì)導(dǎo)致內(nèi)外表面涂層被破壞��,根據(jù)該管道焊接的難點(diǎn)�,雙金屬焊接及最新推出的無(wú)損傷焊接方式脫穎而出���,下面讓我們邁進(jìn)雙金屬焊接內(nèi)外涂塑鋼管的世界�����。
涂塑鋼管焊接一般采用雙金屬焊接����,雙金屬是在普通鋼管的內(nèi)部襯一層不銹鋼管板���,不銹鋼板長(zhǎng)度為6~10cm���,厚度可根據(jù)口徑大小調(diào)節(jié),將SUS304不銹鋼薄板滿焊在鋼管端口�����,然后將管道進(jìn)行涂塑加工�����。在施工中直接將兩根襯有雙金屬的管道對(duì)焊即可�����,焊接的時(shí)候先用不銹鋼焊條打底�,再用電焊焊接完整�����,最后用修補(bǔ)液修補(bǔ)����。如果施工中需要截?cái)鄤t需要采用雙金屬焊接連接件���。這里順便說(shuō)下無(wú)損傷焊接��,無(wú)損傷焊接涂塑鋼管是將兩根涂塑管道直接套在無(wú)損傷焊接件里���,直接用電焊對(duì)焊即可,其中需要密封圈和粘膠的輔助���,這樣焊接十分方便����,它們都可以達(dá)到管道連接牢靠���,不用經(jīng)常用人去維護(hù)的目的��。焊接非常適合于埋地輸送水介質(zhì)���,它是埋地防腐和建筑管道工程的連接���。
上海復(fù)宗管業(yè)有限公司是一家研發(fā)和制造涂塑鋼管最早的廠家�。公司生產(chǎn)設(shè)備齊全,技術(shù)居同行業(yè)領(lǐng)先地位�����,產(chǎn)品從溫度���、規(guī)格����、連接����、防腐、耐候各方面已經(jīng)成熟���,并在不斷提高��;本公司著眼于全國(guó)市場(chǎng)的科技共享��、開(kāi)發(fā)�����,鑄成科技領(lǐng)先�,市場(chǎng)互補(bǔ),客戶滿意的鏈接����。
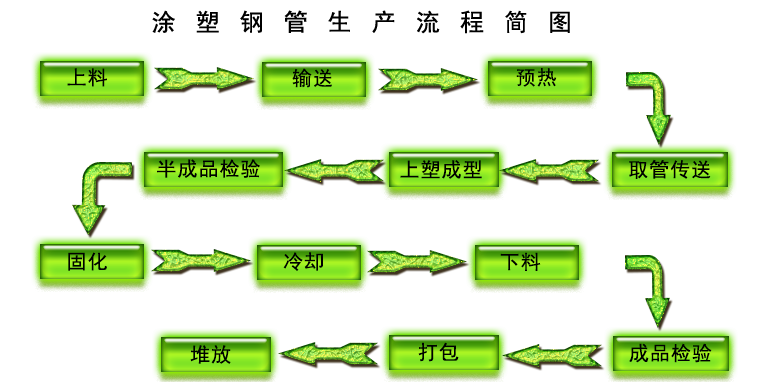
工藝流程
將鋼管整齊排列在上料架上,通過(guò)鏈輪輸送到烘道進(jìn)行預(yù)熱��,預(yù)熱溫度300℃�����,時(shí)間15分鐘�����。再次傳送到上塑口進(jìn)行成型��。檢驗(yàn)后進(jìn)行固化�����,自然冷卻后下料,再次成品檢驗(yàn)后打包���,堆放��。
安裝方式
1���、絲扣連接;2�����、法蘭連接3���、溝槽卡箍連接4.、雙金屬連接 (特殊領(lǐng)域需要直接燒焊時(shí)本公司提供技術(shù) 指導(dǎo))�����。
參照標(biāo)準(zhǔn):(CECS125:2001)《建筑給水鋼塑復(fù)合管管道工種技術(shù)規(guī)程》――設(shè)計(jì)����、安裝、檢驗(yàn)、驗(yàn)收���。
相關(guān)推薦
歡迎在線提交您的留言
我們會(huì)在24小時(shí)之內(nèi)與您聯(lián)系