內(nèi)外涂塑大口徑管道
|
通用顏色: |
灰色、黑色 |
品牌: |
復(fù) 宗 |
|
單位: |
米或根 |
規(guī)格: |
DN300-1200 |
|
涂層表面: |
光滑��,均勻����、無暗泡、無麻 |
常規(guī)壓力: |
0.1Mpa—2.5Mpa |
|
|
點�����、無褶皺、無裂紋 |
涂層材質(zhì): |
環(huán)氧樹脂 ���、聚乙烯 |
|
連接方式: |
雙金屬連接���、焊接式、法蘭式 |
|
應(yīng)用領(lǐng)域: |
給排水自來水供給企業(yè)�、住宅小區(qū)中冷熱水輸送以及工業(yè)循環(huán)水、消防噴淋����、暖通、燃氣��、石油����、化工防腐、埋地內(nèi)外防腐����、脫硫防腐、抗紫外線防腐��、抗靜電阻燃防腐等各種流體輸送 |
詳細介紹
產(chǎn)品簡介
由于內(nèi)外涂塑大口徑管道應(yīng)用在大的系統(tǒng)中���,一旦產(chǎn)品出現(xiàn)質(zhì)量問題���,會造成很大影響,因此在內(nèi)外涂塑大口徑管道的制造和安裝中尤其要控制好以下幾個技術(shù)����、質(zhì)量問題:
1. 鋼管內(nèi)毛刺的去除質(zhì)量:大口徑涂塑鋼管所用的鋼管一般為符合GB/T 3091標(biāo)準的直縫焊管和符合SY/T 5037標(biāo)準的螺旋縫埋弧焊管。對于直縫焊管�����,由于管徑大�����、管壁厚����,焊接造成的內(nèi)焊筋高、毛刺大�����,而鋼管涂塑的涂層厚度只有0.5mm左右��,所以徹底除去焊管內(nèi)毛刺成為影響涂層質(zhì)量的問題。
2. 鋼管表面的預(yù)處理:塑料涂層涂敷前對鋼管表面的預(yù)處理質(zhì)量直接影響到涂層附著力的高低���。因而生產(chǎn)大口徑涂塑鋼管的廠家在選擇生產(chǎn)設(shè)備時一定要首先把鋼管的預(yù)處理設(shè)備選擇好����,要想生產(chǎn)出合格的涂塑鋼管必須選擇好能滿足質(zhì)量要求的預(yù)處理設(shè)備���。
3. 涂塑鋼管焊接后焊縫部位的涂層修補:對于焊接連接的大口徑涂塑鋼管�,由于焊接時焊縫及熱影響區(qū)的高溫�,塑料涂層肯定會破壞,所以為了保證整個系統(tǒng)使用中管道耐腐蝕的要求����,對焊縫及熱影響區(qū)部位必須在安裝現(xiàn)場進行涂層的第二次涂敷。
產(chǎn)品特性:
1��、內(nèi)外涂塑大口徑管道防腐性能好:管材內(nèi)表面不易生銹�;
2、內(nèi)外涂塑大口徑管道防結(jié)垢性能好:管道內(nèi)不會產(chǎn)生結(jié)垢現(xiàn)象�;
3、內(nèi)外涂塑大口徑管道抗菌性能好:不易滋生微生物�;
4、內(nèi)外涂塑大口徑管道摩擦系數(shù)小:流速增加����,流量增大;
5���、內(nèi)外涂塑大口徑管道管材使用年限:使用年限長�����,一般為50年;
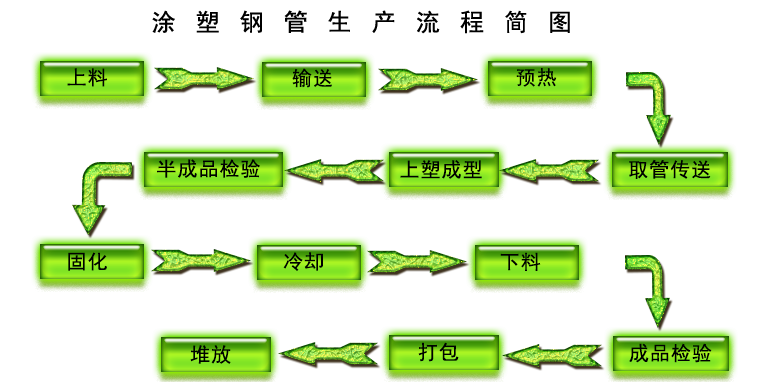
工藝流程
將鋼管整齊排列在上料架上�,通過鏈輪輸送到烘道進行預(yù)熱,預(yù)熱溫度300℃���,時間15分鐘�。再次傳送到上塑口進行成型��。檢驗后進行固化�,自然冷卻后下料,再次成品檢驗后打包���,堆放���。
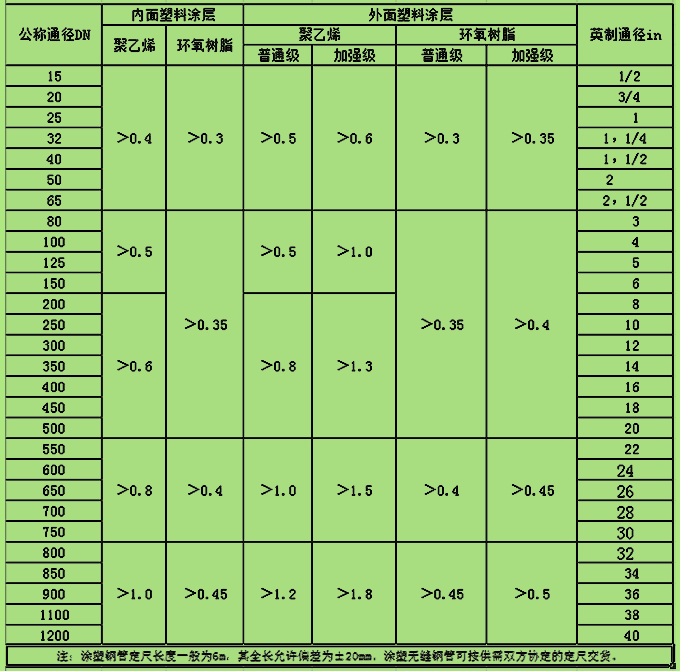
塑層厚度
安裝方式
1�����、法蘭連接 2���、雙金屬連接 3、焊接式連接 (特殊領(lǐng)域需要直接燒焊時本公司提供技術(shù)指導(dǎo))��。
參照標(biāo)準:(CECS125:2001)《建筑給水鋼塑復(fù)合管管道工種技術(shù)規(guī)程》――設(shè)計����、安裝、檢驗���、驗收�。
相關(guān)推薦
歡迎在線提交您的留言
我們會在24小時之內(nèi)與您聯(lián)系