產(chǎn)品簡(jiǎn)介
內(nèi)涂覆鋼管����;內(nèi)外涂覆鋼管
根據(jù)內(nèi)涂層材料的不同分為:聚乙烯涂層鋼管;環(huán)氧樹脂涂層鋼管��、內(nèi)環(huán)氧外聚乙烯鋼管��、內(nèi)環(huán)氧外三層結(jié)構(gòu)聚乙烯鋼管����。
涂塑復(fù)合鋼管分類
型號(hào)編制
產(chǎn)品型號(hào)由產(chǎn)品代號(hào)、涂覆材料代號(hào)����、涂覆形式、公稱通徑�����、基管類別等組成��。
基管類別:焊接鋼管,H;無縫鋼管��,W���。
公稱通徑 (mm)
涂覆形式:內(nèi)外涂覆���,D;內(nèi)涂覆:省略不標(biāo)����。
內(nèi)涂覆材料代號(hào):環(huán)氧樹脂�����,EP���。
自動(dòng)噴水滅火系統(tǒng)用涂覆鋼管����。
示例:ZSPT- EPD/150-H表示基管為焊接鋼管���、公稱通徑為DN150 mm的環(huán)氧樹脂內(nèi)外涂覆鋼管��。
生產(chǎn)工藝介紹編輯
涂塑復(fù)合鋼管分為:熱浸塑工藝�,內(nèi)外噴涂工藝,滾塑工藝�,淋涂工藝,吸涂工藝��,熔結(jié)纏繞工藝等�。
熱浸塑采用:流化床浸塑,一次性成膜法����。又稱涂塑鋼管第一代防腐,內(nèi)外聚乙烯��。
內(nèi)外噴涂工藝:采用靜電吸附理論���,通過鋼管前處理�����,用噴槍進(jìn)行噴涂聚乙烯或環(huán)氧樹脂粉末�。又稱涂塑鋼管第二代防腐�,內(nèi)外環(huán)氧復(fù)合鋼管。
淋涂工藝:又稱幕簾法,通過盛有粉末的篩子采用淋涂的方式�����,涂覆在加熱后的鋼管外壁上��。
此工藝可以生產(chǎn)外聚乙烯內(nèi)環(huán)氧復(fù)合鋼管����。又稱涂塑鋼管第三代防腐。
熔結(jié)纏繞工藝:采用熱熔結(jié)纏繞法��,熱熔膠和聚乙烯采用擠出機(jī)的形式纏繞在加熱后的鋼管上���,發(fā)生反應(yīng)形成三層結(jié)構(gòu)�,全稱是熔結(jié)環(huán)氧/擠塑聚乙烯結(jié)構(gòu)防護(hù)層���。
此工藝可以生產(chǎn)外三層結(jié)構(gòu)聚乙烯內(nèi)熔結(jié)環(huán)氧復(fù)合鋼管。又稱涂塑鋼管第四代防腐�����。
要求編輯
外觀
涂覆層應(yīng)光滑平整��,無劃痕��、無裂紋及針孔和粘附異物等缺陷。
鋼管外涂覆層應(yīng)為紅色(消防)�,黑色或灰色(輸水)。
涂覆鋼管上應(yīng)有清晰�����、耐久性標(biāo)志,標(biāo)志內(nèi)容應(yīng)至少包括:產(chǎn)品型號(hào)���、基管規(guī)格及壁厚����、執(zhí)行標(biāo)準(zhǔn)�、生產(chǎn)企業(yè)名稱或商標(biāo)、生產(chǎn)日期或批號(hào)等���。
材料
基管
用于涂覆的鋼管的材質(zhì)���、規(guī)格和尺寸應(yīng)符合GB/T3091、GB/T8163��、SY/T5037的規(guī)定��。
涂覆材料
用于涂覆的環(huán)氧樹脂粉末應(yīng)符合相應(yīng)國(guó)家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)的規(guī)定。
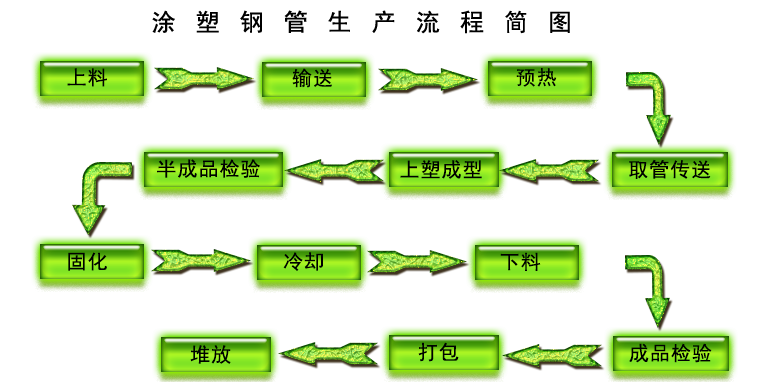
工藝流程
將鋼管整齊排列在上料架上�,通過鏈輪輸送到烘道進(jìn)行預(yù)熱,預(yù)熱溫度300℃�����,時(shí)間15分鐘��。再次傳送到上塑口進(jìn)行成型�。檢驗(yàn)后進(jìn)行固化,自然冷卻后下料�,再次成品檢驗(yàn)后,打包���,堆放���。
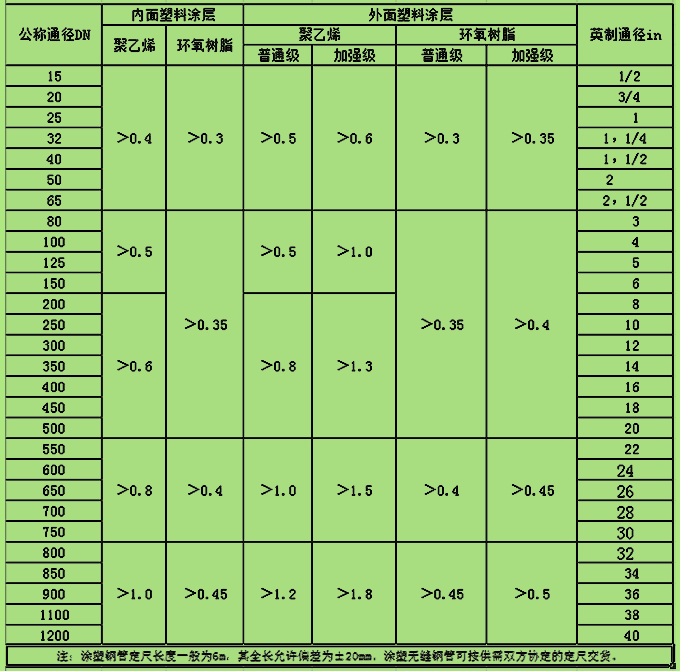
塑層厚度
安裝方式
1、絲扣連接����;2、法蘭連接3�、溝槽卡箍連接4.���、雙金屬連接 (特殊領(lǐng)域需要直接燒焊時(shí)本公司提供技術(shù) 指導(dǎo))�����。
參照標(biāo)準(zhǔn):(CECS125:2001)《建筑給水鋼塑復(fù)合管管道工種技術(shù)規(guī)程》――設(shè)計(jì)�、安裝、檢驗(yàn)�����、驗(yàn)收���。
生產(chǎn)許可
.jpg)